
Bahasa

Tiub kertas kelihatan mudah, tetapi sesiapa sahaja yang membeli atau mengeluarkannya tahu tentang sakit kepala: aduan penembusan, ketebalan dinding tidak sekata, kucar-kacir gam, tepi kabur, teleskop, kebulatan yang lemah, dan masa henti yang berterusan akibat perubahan bilah atau penyuapan kertas yang buruk. Artikel ini menghuraikan perkara yang sebenarnya menyebabkan masalah tersebut dan bagaimana aMesin Tiub Kertasboleh dikonfigurasikan, dikendalikan dan diselenggara untuk memberikan kualiti yang stabil pada skala. Anda akan mendapat senarai semak pembelian praktikal, aliran kerja pengeluaran yang menghalang kecacatan biasa, jadual yang membandingkan pilihan mesin, rutin kawalan kualiti yang dipercayai pelanggan dan panduan penyelesaian masalah yang boleh digunakan oleh pengendali di atas lantai.
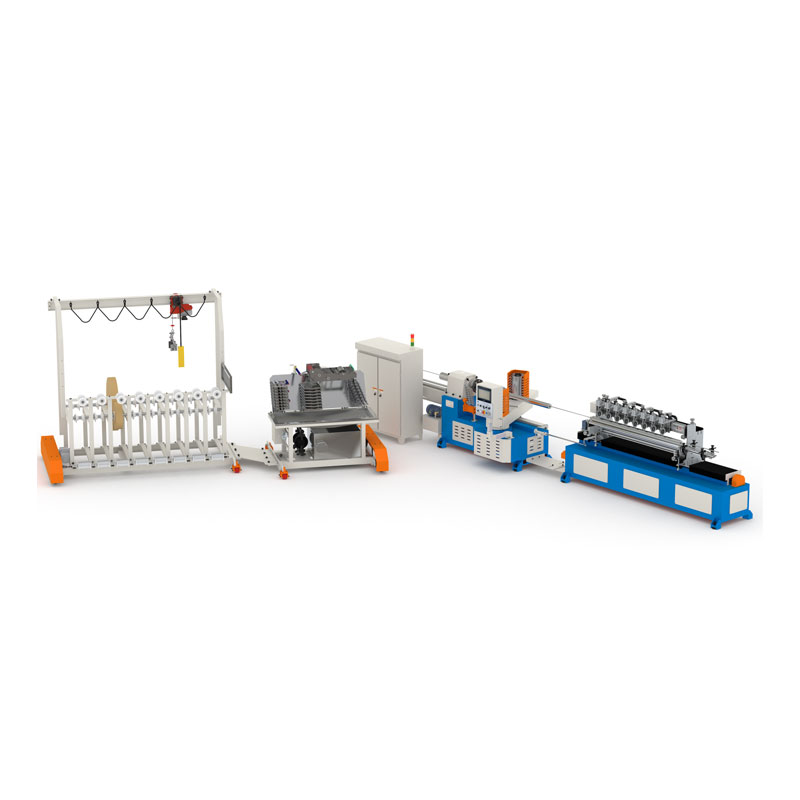
Apabila pembeli mengatakan "tiub anda tidak konsisten", mereka biasanya bermaksud salah satu isu khusus ini. Dikonfigurasikan dengan baikMesin Tiub Kertasharus menghalangnya di sumber—bukan dengan menyusun tiub buruk selepas ia sudah dibuat.
Jika anda mendapatkan sumber tiub untuk pembungkusan, label, filem, tekstil, kilang kertas atau kegunaan berkaitan pembinaan, pelanggan anda mengambil berat tentang dua perkara yang sama:kebolehulangandantepi bersih. Segala-galanya dalam proses anda harus mempertahankan hasil tersebut.
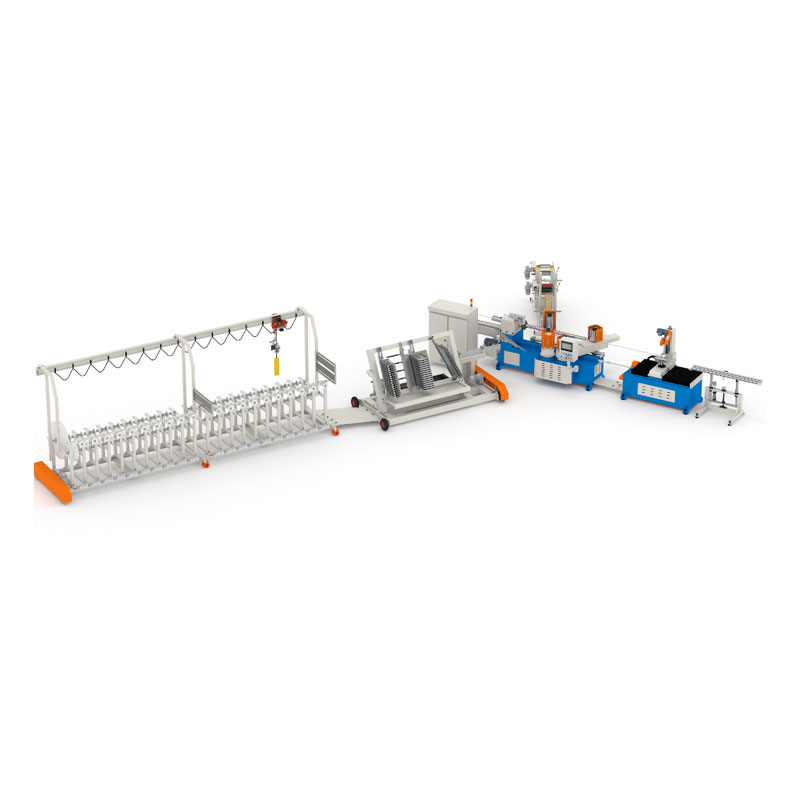
Talian tiub ialah sistem. Jika anda hanya menumpukan pada "kelajuan mesin", anda akhirnya akan menghasilkan sekerap dengan lebih cepat. Berikut ialah aliran kerja yang perlu anda nilai langkah demi langkah:
Jika tiub semasa anda gagal "secara rawak", puncanya jarang rawak. Ia biasanya hanyutan dalam ketegangan, kelikatan gam atau haus mandrel yang tiada siapa yang mengukur sehingga pelanggan mengadu.
Tidak setiap aplikasi tiub memerlukan kaedah pembinaan yang sama. Gunakan jadual di bawah untuk memadankan gaya mesin dengan keperluan produk.
| Mesin / Jenis Proses | Terbaik Untuk | Kekuatan | Awas |
|---|---|---|---|
| Penggulungan Lingkaran | Tiub pembungkusan am, teras tekstil, teras label, tiub pelindung | Kecekapan tinggi, saiz fleksibel, keluaran stabil apabila ketegangan dikawal | Memerlukan kestabilan ketegangan/gam yang baik untuk mengelakkan delaminasi dan bujur |
| Berbelit-belit | Tiub berketepatan tinggi, dinding yang lebih tebal, aplikasi yang memerlukan toleransi yang lebih ketat | Potensi kebulatan yang sangat baik, struktur yang kukuh, susun atur lapisan yang bersih | Sensitiviti persediaan yang lebih tinggi; lebar dan penjajaran kertas mestilah konsisten |
| Talian Manual / Peringkat Kemasukan | Kumpulan kecil, menguji produk tiub baharu, bajet terhad | Kos pendahuluan yang lebih rendah, latihan mudah | Output sangat bergantung pada kemahiran pengendali; lebih sukar untuk mengekalkan konsistensi |
| Talian Separa Automatik | Kilang yang sedang berkembang memerlukan output yang stabil tanpa kos automasi penuh | Produktiviti yang seimbang, kawalan yang lebih stabil bagi langkah-langkah utama | Masih memerlukan prosedur operasi standard untuk mengelakkan tetapan drift |
| Talian Automasi Tinggi | Pesanan besar, tingkap penghantaran yang ketat, pelanggan dengan QC yang ketat | Kebolehulangan, pergantungan buruh yang lebih rendah, skala yang lebih baik | Memerlukan penyelenggaraan yang berdisiplin dan perancangan alat ganti |
Pilihan "terbaik" ialah pilihan yang sepadan dengan toleransi tiub, julat diameter, ketebalan dinding dan jangkaan pelanggan anda—bukan pilihan yang mempunyai nombor kelajuan terbesar pada brosur.
Jika anda ingin mengelakkan penyesalan pembeli, kunci keperluan anda sebelum anda membandingkan sebut harga. Berikut ialah senarai semak praktikal:
Petua profesional: Tanya diri anda soalan yang tidak selesa ini—“Apakah yang berlaku jika pengendali terbaik saya berhenti?”Jika kualiti anda runtuh, anda belum mempunyai proses lagi; awak ada orang. A dinyatakan dengan betulMesin Tiub Kertasdan tetapan yang didokumenkan mengurangkan risiko itu.
Anda tidak memerlukan makmal yang rumit untuk mendapatkan kepercayaan. Anda memerlukan konsistensi dan kebolehkesanan. Gunakan rutin mudah yang sebenarnya boleh diikuti oleh pengendali:
Penambahbaikan yang paling berkuasa ialah penjejakanalasan sekerap. Jika "menyumpan jem" adalah pemandu sekerap teratas, jangan beli peralatan yang lebih pantas—baiki kestabilan dan latihan penyusuan terlebih dahulu.
Kilang sering mengejar kelajuan dan kemudian dihukum dengan sekerap, kerja lebih masa dan pelanggan yang marah. Pelan yang lebih baik adalah untuk mereka bentuk untuk output yang stabil:
Apabila anda merancang output, sertakan sink masa tersembunyi: pengendalian sambatan, pembersihan gam, perubahan bilah dan penukaran saiz. Garisan yang perlahan sedikit dengan hentian yang lebih sedikit boleh mengatasi garisan yang lebih laju yang sentiasa memecahkan rentak.
Kebanyakan "masalah misteri" talian tiub adalah masalah penyelenggaraan yang terselindung. Lindungi masa bekerja dengan tabiat yang membosankan—tetapi menguntungkan:
Satu petua yang diremehkan: rawat gam seperti bahan terkawal, bukan bekalan "apa sahaja yang tersedia". Kelikatan yang stabil dan aplikasi yang bersih melakukan lebih banyak untuk kualiti tiub daripada banyak peningkatan yang mahal.
A Mesin Tiub Kertasbukan pembelian sekali sahaja. Ia adalah hubungan pengeluaran jangka panjang. Pembekal yang anda pilih harus dapat menerangkan tetapan, menyelesaikan masalah kecacatan dan membantu anda menyeragamkan output—bukan hanya menghantar peralatan.
Jika anda menilai pembekal, cari:
Untuk pasukan yang mahukan pendekatan yang lebih berstruktur—terutamanya apabila menskalakan kapasiti—Wenzhou Feihua Printing Machinery Co., Ltd.sering dinilai sebagai pilihan pembekal kerana ramai pembeli mahukan bukan sahaja peralatan, tetapi juga panduan operasi praktikal dan rutin pengeluaran yang stabil yang mengurangkan pergantungan kepada "pengendali wira."
Jika tiub semasa anda mengalami ikatan yang tidak konsisten, bahagian tepi yang tidak kemas atau masa henti yang mengganggu penghantaran, pembaikan jarang "berjalan lebih pantas". Penyelesaian sebenar adalah sepadan dengan yang betulMesin Tiub Kertaskonfigurasi pada spesifikasi tiub anda, kemudian membina proses berulang yang mengekalkan kualiti yang stabil walaupun apabila anjakan berubah.
Bersedia untuk membincangkan julat saiz tiub anda, toleransi sasaran dan matlamat pengeluaran? Jangkau danhubungi kamiuntuk meneroka mesin praktikal dan pelan proses yang sesuai dengan kilang anda—bukan hanya petikan generik.











